Industry China’s Sticker Labeling Machine Manufacturers: Leading the Pharmaceutical Packaging Industry August 24, 2024
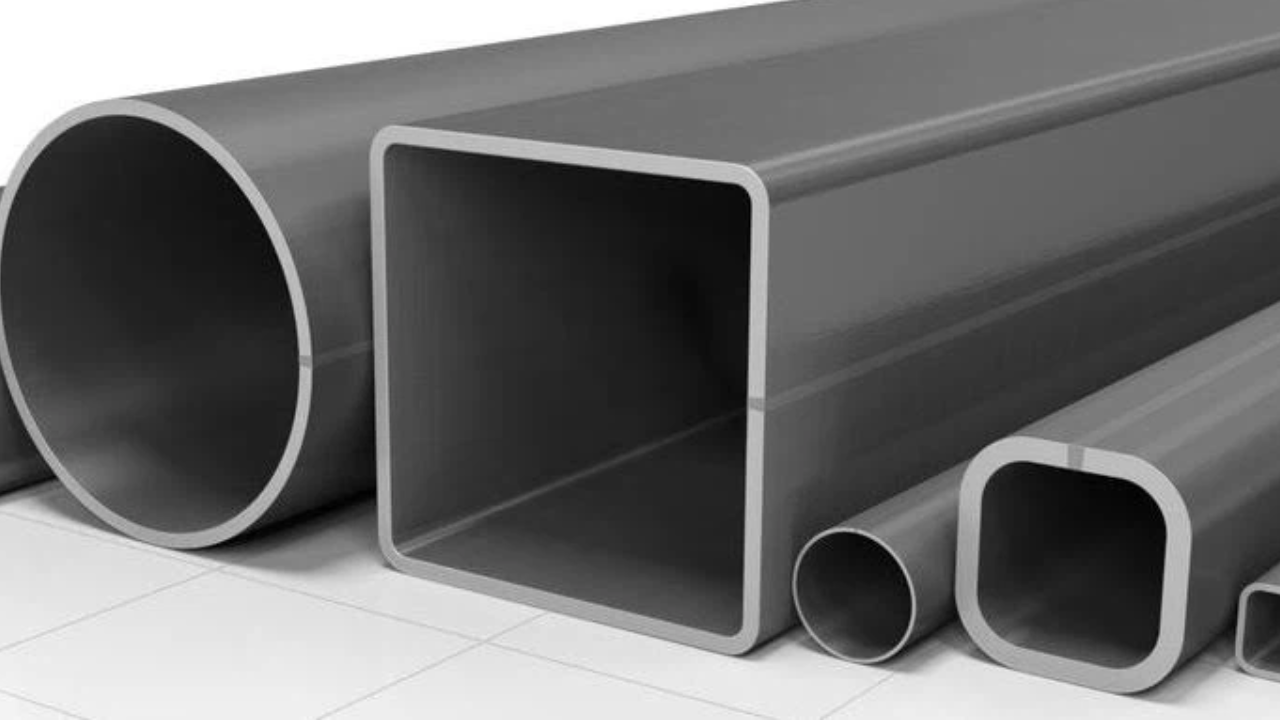
How do Modifications in Schedule 40 Pipe Dimensions Impact the Overall Design and Layout of Piping Systems? August 15, 2024